The wire rope is a helical wire bundle made of steel wires with mechanical properties and geometric dimensions that meet the requirements. The wire rope is composed of steel wire, rope core and grease. A steel wire rope is a rope that is twisted into strands from multiple layers of steel wires, and then a certain number of strands are twisted into a spiral shape with the core as the center. In material handling machinery, it is used for lifting, traction, tensioning and carrying. The steel wire rope has high strength, light weight, stable work, not easy to break the whole rope suddenly, and reliable work. In 1834, European Olubert invented the world's first steel wire rope (smooth steel wire rope).
Wire ropes can be classified according to the material, surface condition, twisting method and purpose of the wire rope. Galvanized Wire Rope,Steel Wire Rope For Oil Field,Lifting Wire Rope,Traction Wire Rope Rugao Yaou Import & Export Trade Co., Ltd , https://www.ntyaous.com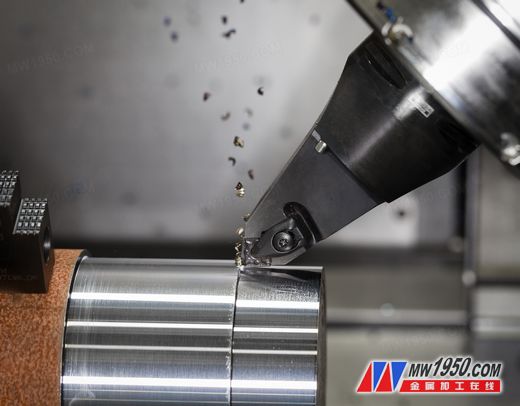
Classified by material
1. Carbon steel wire rope is made by twisting high-quality carbon structural steel wire as raw material.
2. Stainless steel wire rope, manufactured and twisted with stainless steel wire as raw material.
Reduce tool wear and extend tool life to win back investment costs
When a shop wants to achieve cost savings from cutting tool purchases, it is likely to consider two factors: tool life and tool price. When evaluating competitive equivalent tools, the shop should consider how much use is available from each tool and how much it costs for each minute or hour of cutting. But is this the best way to find the maximum savings your tool can achieve?
Mainly to improve cutting ability
A survey conducted by tool supplier Sandvik Coromant shows why there is a problem with this method. The survey surveyed a number of manufacturers to evaluate factors that have an impact on the cost of the workpiece. The figures show that when it comes to the potential for cost savings, the price and life of the tool are not very relevant.
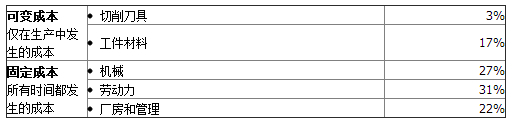
Table 1 lists these numbers, which represent the average cost per part in a percentage. The cost of Cutting Tools is only 3% of the total cost, which means that the improvement in tool life or price can only provide a small savings. These figures also illustrate which aspects of the tool have greater potential for savings.
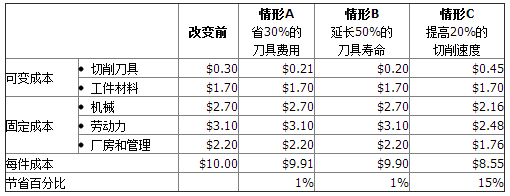
These numbers are used in Table 2 in three different methods for cost reduction. The comparison assumes that the current cost of a batch of workpieces is $10 per piece, meaning that 3% of the cutting tool is converted to 30 cents, and 17% of the workpiece material is converted to $1.7.
Case A is a "failed tool supplier" approach. The workshop won a 30% discount on tool prices. However, even such a high price reduction translates to only 9 cents per part, with a savings ratio of less than 1%.
Case B focuses on tool life. The shop conducted a comparative experiment in which it found a tool that guaranteed a 50% longer life. But the real impact of this savings is also low. The negligible money saved per workpiece represents only a 1% cost savings.
Case C , where the change in the tool allows the cutting speed to be increased by 20%. Although it is much more expensive to implement such a high speed tool, the new tool proves its value by influencing a larger source of expenses.
As the speed is increased, the cycle time is reduced, thereby increasing the processing capacity. If there is an operation that requires such processing capability, the associated machine tool, labor, and management costs are reduced for the corresponding workpiece, resulting in a total cost savings of up to 15% (this number does not even include improved production time). Other benefits brought by).
The comparisons provided in Table 2 are not necessarily arguments that are advantageous for high cutting speeds. Instead, it is a favorable argument for saving time. The logic provided here is also suitable for combining tools – combining multiple steps into one knives, or tools designed to directly machine a smooth surface, eliminating the need for finishing steps. This type of tool can be more expensive, but it can achieve a high percentage savings if it saves time and enables fast machining.
Tool coating impact on cost
By reducing tool wear, the tool coating can extend tool life and win back investment costs. This statement of the value of tool coatings has been understood. However, this statement is not comprehensive. Many processing plants do not spend a lot of time on tools, so it is not possible to show the value of coated tools only in terms of tool life. However, these processing plants can still benefit from coated tools.
There are also two larger sources of overhead – processing time and coolant. Coatings can reduce both expenses.
For coolants, tool coatings can eliminate this expense. The coating—especially titanium aluminum nitride (TiAlN)—can act as a thermal barrier that prevents most of the heat from affecting the material of the tool itself. With this effect, the TiAlN tool is usually used without overflowing the coolant.
It can also be processed faster with coated tools. Since the share of total cost is expressed in terms of processing time, this advantage may be more valuable than simply extending tool life without increasing the speed.
In any case, these three factors— tool life , coolant usage, and machining time— add together to determine whether it is worthwhile to use a coated tool for a particular machining application.
Not all coatings are the same. TiAlN, titanium nitride, titanium carbonitride and diamond coatings all perform well in different processing applications. There are different variants for TiAlN only.
A new member of the company's "Futura Nano" TiAlN has recently been added to the Balzers product line. This upgrade of the existing TiAlN coating, with what the company calls "nanostructure design", increases the ratio of hardness to residual compressive stress. According to the company, the thermal resistance, chemical resistance and the reproducibility of the blade geometry are improved. This coating can be used for drills, milling cutters and hobbing cutters.