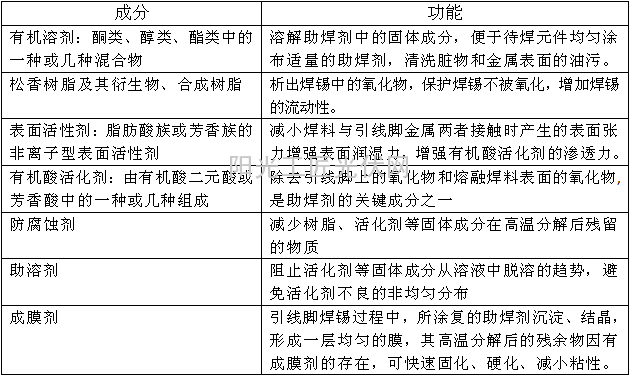
1.0 Introduction As with other semiconductor devices, degradation of the performance of crystalline silicon solar cell electrodes is one of the root causes of component degradation or failure. At present, manufacturers’ commitment to component performance is that the actual output power is not reduced by more than ten years. 10% of power, no more than 20% within 20 years. In the IEC certification, the most problematic problems are excessive power attenuation or insulative performance. In addition to the material degradation caused by the power factor (boron-oxygen recombination in the silicon matrix), the performance degradation of the module and the selection of the flux The direct relationship, long-term practice proves that the fluxing effect and reliability of the flux assistant are an important cause of degradation of the component performance. 2.0 Crystalline Silicon Requirements for No-Clean Solder Flux Welding of solar cells cannot simply use solder fluxes used in the electronics industry because the components to be soldered in the electronics industry have been encapsulated. The flux only affects the solder joints, while the solar cells are unpackaged semiconductor devices. Poor fluxes The use of the device will directly affect the quality of the components and the reliability of the package. As a no-clean flux, the following conditions must be met: (1) The minimum residue after welding; (2) The residue after welding remains inert and non-corrosive at a certain temperature and humidity; (3) The residue after welding should be high The insulation resistance value. The so-called Post-weld residue, that is, the post-weld non-volatile components in the flux and the remaining active components, as well as metal oxides produced by post-weld reaction. From a physical point of view, this reaction product and residual material may be isotropic dielectric. Molecules for such dielectrics can be divided into two categories; one is non-polar molecules and the other is polar molecules. For a non-polarized dielectric, the stronger the external electric field, the greater the induced dipole moment, the more surface polarization charge, and the stronger the polarization of the dielectric. For polar dielectrics, the process of polarization is different from the above. Although each molecule has a certain intrinsic dipole moment, in the absence of an external electric field, the molecules do not exhibit electrical properties because they are disorganized thermal movements. However, under the action of an external electric field, each molecule is subjected to an electric field moment. Under the action of this moment, the molecular dipole will be short in the direction of the external electric field. For the entire dielectric, there is also the generation of polarized charges on both surfaces perpendicular to the direction of the electric field. In summary, although the microscopic mechanisms of different dielectric polarizations are not the same, they all appear macroscopically as surface polarization charges on the surface of the dielectric or body polarization charges within the dielectric, ie polarization occurs. This polarization is the root cause of insulation deterioration and corrosion occurring in the residue of the no-clean flux. In addition, high temperature and high humidity can also increase polarization. No-clean flux composition and its function list 3.0 issues with the use of flux Question 1. Why was the solderability and surface smoothness of the solder just poured into use? Flux components contain a certain amount of solid substances. These substances are active materials in the fluxing process, which can effectively eliminate the oxide film on the metal surface and improve the solder wettability. After a period of time, the solid material will precipitate, resulting in different levels of solids above and below the flux. When it is poured into use, the solid content of the poured liquid is low, so the solderability and surface smoothness of the solder are poor, but as the flux of the flux is volatilized, the solid content is relatively increased, and the soldering effect is gradually improved. It is recommended that before using the flux, agitate the container so that the flux is mixed and reused, so as not to affect the use effect. Question 2. How to choose flux? In the actual welding of solar modules, people's understanding of flux only stays in the effect of welding, that is, good welding effect is a good flux; if the welding effect is not good, it is considered that the flux is not good, rarely Consider flux safety and the impact on component performance and reliability. Actually, the fluxing effect of flux is directly proportional to its corrosion performance, ie the better the fluxing effect, the stronger its corrosiveness. The flux is generally required to be: colorless or light yellow transparent liquid, low solid content (<2%), high expansion rate (>80%), no halide, high surface insulation resistance (above 1013 Ω) Good, with sufficient thermal stability, aimed at maintaining activity during preheating and with sufficient activity during welding to reduce the busbar or back electrode of the cell sheet. Question 3. How to test its performance? The properties of the flux to be tested include physical stability, density, non-volatile content, pH, halide identification, expansion rate, relative wetting force, dryness, copper mirror corrosion test, surface insulation resistance, electromigration, ionization Pollution, etc. The specific steps can be found in "People's Republic of China Electronics Industry Standard SJ/T11273-2002". Q4. Will the improper storage conditions of the flux result in a false weld? What is the optimal soaking time for the solder strip in the flux? Flux storage conditions are unsuitable. Excessively high or low temperatures can cause unknown chemical reactions inside the flux. The appearance of the flux shows a delamination phenomenon, which greatly reduces the soldering flux's fluxing effect. It is very easy to cause a false weld in the welding process. Phenomenon; In addition, direct sunlight can also affect the performance of flux. The best soaking time for the solder tape in the soldering flux differs from manufacturer to manufacturer, but it usually takes about 5 to 10 minutes. The best soaking time can be determined by combining the manufacturer's recommended time and practical experience. The flux will be replaced in about 3 hours, but if the welding effect is not very different, it can be extended according to the actual situation. (The author WeChat public account: Photovoltaic experience network) Razor Barbed Wire,Plastic Barbed Wire,Galvanized Barbed Wire,Steel Razor Barbed Wire Anping Xinlong Wire Mesh Manufacture Co.,Ltd. , https://www.xinlongfence.com