Workpiece characteristics
Vulcanizing Agent is to make the rubber linear molecular into a three-dimensional network structure and mechanism through the vulcanizing agent for bridging, so significantly improved the rubber mechanical and physical properties. Ningbo Actmix produce a varierty of rubber vulcanizing agent, including S-80 Masterbatch, Non-sulfur odor curing agent CLD-80 can be substituted DTDM; AEM/ACM rubber vulcanizing agent HMDC-70 & TM-70(TCY-70); HVA-2 -75(PDM-75) is a Sulphur-free Vulcanization Agent, can be used for rubber cable, solve the copper wires due to exposure to sulfur vulcanzing agent generated black copper sulfide pollution problems.
Vulcanizing Agent Vulcanizing Agent, Non-sulfur odor curing agent CLD-80, HVA-2, Vulcanizing agent for AEM/ACM, Sulphur-free Vulcanization Agent, S-80 Masterbatch Ningbo Actmix Rubber Chemicals Co.,Ltd. (Ningbo Actmix Polymer Co.,Ltd.) , http://www.actmix-chemicals.com
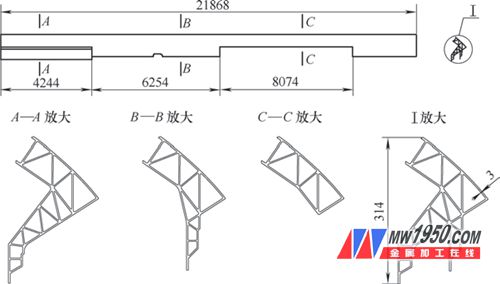
Figure 1 Aluminum alloy long beam processing diagram 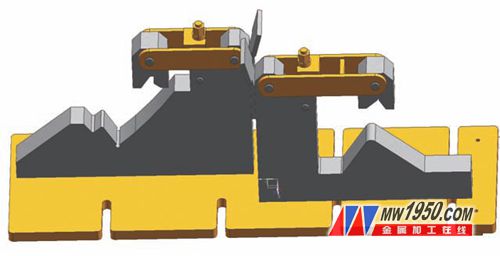
Figure 2 3D illustration of processing tooling 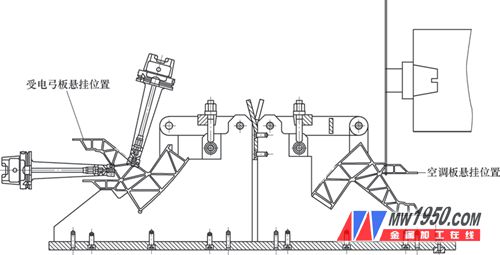
Figure 3 Schematic diagram of processing 
High-speed motor train aluminum alloy long beam high-speed machining process
The Malaysian EMU project is the company's first meter-rail high-speed EMU project. EMUs place high demands on the various dimensions of the car body. In order to meet the product requirements, a new type of roof long beam profile was designed. This long beam will be assembled into a profile by the pantograph beam and the air-conditioning beam, which reduces the welding structure and reduces the welding deformation, effectively ensuring The key dimensions of the car body. However, the shape of the aluminum alloy beam is complicated and the size is extremely long. It is a structural member that is difficult to process. If it is improperly clamped during processing, it is easy to generate vibration, which not only reduces the service life of the tool and the processing precision of the equipment, but also may cause the product to be scrapped.
As the main raw material in industrial production, 6005A aluminum alloy has good corrosion resistance and weldability, and has good oxidation effect. It is widely used in the rail transportation industry. At the same time, due to its good toughness and good cutting performance, the cutting type is continuous strip shape, which is easy to entangle each other. If it is not cleaned in time, it is easy to scratch the surface of the workpiece and damage the tool. During the cutting process, the material exhibits high viscosity, high friction in cutting and high cutting temperature, and is difficult to reduce, which is easy to form built-up edge. Therefore, it is particularly important to select reasonable cutting parameters.
2. Processing difficulties analysis
An aluminum alloy long beam processing part is shown in Figure 1. The length of the profile is 21 868mm and the wall thickness is 3mm. The long, large and thin profile of the profile is extremely rigid, and the shape of the workpiece is complex, how to control the tooling design and how to control it. Vibrating and well-designed processing solutions have put great challenges.
The long beam profiles are respectively processed into three different sections as shown in Fig. 1. The sections of different shapes need to be processed differently, and the vibration of the ribs with a wall thickness of 3 mm and an overhanging height is bound to be large during processing. The original machining process removes all the parts that need to be removed by milling. It is well known that the vibration during machining has a great influence on the tool, the machine tool and the workpiece. The most common one is the vibration cracking of the aluminum alloy profile, which causes the product to be scrapped. Therefore, how to suppress the vibration during processing is also a difficult problem.
3. Tooling design
First of all, from the analysis of processing characteristics, profile structure. As shown in Figure 2, a set of long beam special processing tooling was designed by using the company's mainstream 3D design software NX7.5. The tooling was designed to use the two faces of the profile itself as the Y-direction positioning surface, so that there is no need to design the Y-direction push. Block, the cost of tooling production is effectively reduced, and the tooling time can be effectively reduced. At the same time, the three-dimensional tooling design is adopted, so that the assembly of the components and the feasibility of the tooling design can be demonstrated at the beginning of the design. This type of design has been fully promoted in the company, and the application results have been greatly praised.
The machining diagram is shown in Figure 3. The workpiece clamping is very reliable and the positioning is accurate. On the right is the first station for profile processing and on the left is the second station. Firstly, the suspension position of the air-conditioning panel is processed. As can be seen from Fig. 3, the workpiece clamping at this time is just right, the positioning is accurate, and different positions are processed according to different types of long beam products. The second station mainly processes the suspension position of the pantograph plate. Since the suspension position of the air-conditioning panel is mostly processed at the first station, the station is mainly positioned by the inclined surface of the long beam itself, and the support here mainly considers The workpiece is sturdy and the workpiece is solid when clamped. If this position is not supported, the workpiece will tip down when it is lifted at this station.
4. Processing technology analysis
An improvement of the workpiece processing process can be clearly seen from FIG. The improved machining is carried out by means of milling cutters and sawing discs. Firstly, the majority of the blanks are sawed with a φ 500mm sawing disc at the first station on the right, and then the milling cutter is used to avoid the lack of rigidity of the roughing milling; then, at the second station A long-handle φ 32mm indexable end mill is used for overall blanking. With a five-axis CNC machine, it can be easily transferred to the desired position for milling. The closer to the clamping point, the better the rigidity and the smaller the vibration. The improved cutting method just meets this requirement, thus effectively avoiding vibration during processing and ensuring product quality.
5. Process improvement and cost reduction time accounting
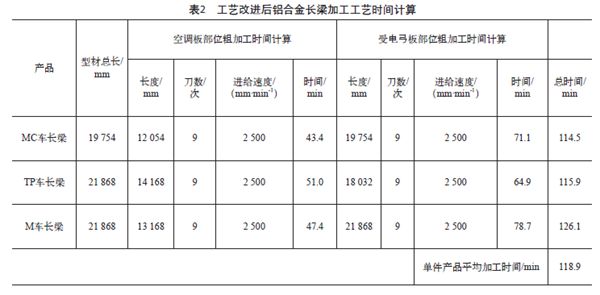
   The processing time of the single-piece product after the original processing technology and process improvement of the aluminum alloy long beam is shown in Table 1 and Table 2, respectively. After the process is improved, the time saved by the single-piece product in the aluminum alloy high-speed processing machine is 493.7-118.9=374.9 (min), about 6.2 h. The high-speed processing time of aluminum alloy high-speed processing machine is very high, so the improvement of processing efficiency saves the company a huge processing cost. At the same time, reasonable tooling design and processing technology plan to avoid the vibration of the workpiece, effectively ensuring the processing quality of the product.